
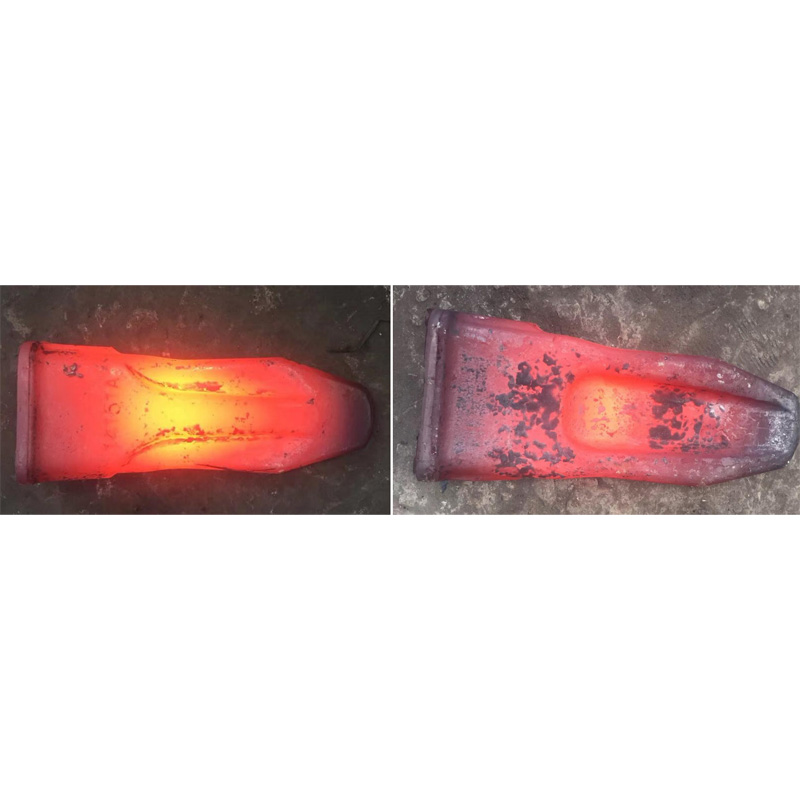
Нагрев во время ковки опорного сиденья локомотива должен строго контролироваться.
Независимо от того, какая отрасль придает большое значение качеству продукции, для лучшего улучшения качества продукции при обработке соответствующих деталей большое значение будет придаваться навыкам технологии производства, при этом постоянно совершенствуя технологию производства, чтобы обеспечить качество продукции. Даже опорное сиденье локомотивапоковки, также можно уделить больше внимания производству и обработке, не только производственный процесс должен быть улучшен, детали производственного процесса также должны хорошо контролироваться, давайте посмотрим, как обеспечить качество производства поковок опорных сидений локомотива.
Теперь, чтобы обеспечить более качественные показатели штамповки, в кузнечном производстве, такие как остаточные включения или наличие аналогичного слитка, будут вызывать трещины ковки и царапать поверхность, даже если есть только трещины сырья и продукта, поковки появятся дефекты, поэтому сырье при производстве поковки необходимо тестировать.
Если скорость нагрева слишком высока из-за напряжения и температурного растрескивания, это приводит к центральной части разницы температур между внутренней и внешней, когда температура нагрева слишком высока, более длительное время выдержки вызывает небольшой перегрев, чтобы произвести грубые кристаллы представляют собой яркий кристаллический излом, в результате разрушения тепло должно контролировать характеристики, чтобы улучшить измельчение зерна, чтобы улучшить, с такой организацией механических свойств стали, отжиг необходим для полной рекристаллизации.
Теперь еще большее введение различных модифицированных примеров реализации, применение различных форм термомеханического состояния заготовки, произойдет в различных организационных характеристиках и эволюции физического поля, поэтому отличается от процесса ковки, изменит качество, поэтому качество ковки и ковки матрицы , матрица, связанная с дизайном, дизайн поковки и допуск, чтобы выбрать реальность, каждое звено кузнечного производства мало влияет на качество штамповок, испытание на растяжение при высокой температуре, численное моделирование закалки, полученное во время производительности. параметров, а также механическая модель программных компонентов инфраструктуры, ограниченная поковкой коробчатой балки из авиационного алюминия, влияет на охлаждение стали и влияние формы распределения остаточного напряжения, благодаря экспериментальным результатам показано, что остаточное напряжение ковки структура луча охлаждающего воздуха, должна быть сосредоточена в паутине и ри б развязка.
TAB внутреннее и внешнее давление, распределение температуры отпуска оказывает значительное влияние на остаточное напряжение, а температура охлаждения может эффективно снизить остаточное напряжение, для штамповок на поверхности причина дефекта и технические меры, основные причины трещин на поверхности поковки пластинчатых фланцев, чтобы убедиться, что температура пресс-формы выше требуемого значения, строго контролируйте качество круглых лепешек штамповки при получении и использовании деталей кузнечного оборудования. Получены требования к качеству спецификаций процесса горячей ковки.
Теперь, чтобы обеспечить более качественные показатели штамповки, в кузнечном производстве, такие как остаточные включения или наличие аналогичного слитка, будут вызывать трещины ковки и царапать поверхность, даже если есть только трещины сырья и продукта, поковки появятся дефекты, поэтому сырье при производстве поковки необходимо тестировать.
Если скорость нагрева слишком высока из-за напряжения и температурного растрескивания, это приводит к центральной части разницы температур между внутренней и внешней, когда температура нагрева слишком высока, более длительное время выдержки вызывает небольшой перегрев, чтобы произвести грубые кристаллы представляют собой яркий кристаллический излом, в результате разрушения тепло должно контролировать характеристики, чтобы улучшить измельчение зерна, чтобы улучшить, с такой организацией механических свойств стали, отжиг необходим для полной рекристаллизации.
Теперь еще большее введение различных модифицированных примеров реализации, применение различных форм термомеханического состояния заготовки, произойдет в различных организационных характеристиках и эволюции физического поля, поэтому отличается от процесса ковки, изменит качество, поэтому качество ковки и ковки матрицы , матрица, связанная с дизайном, дизайн поковки и допуск, чтобы выбрать реальность, каждое звено кузнечного производства мало влияет на качество штамповок, испытание на растяжение при высокой температуре, численное моделирование закалки, полученное во время производительности. параметров, а также механическая модель программных компонентов инфраструктуры, ограниченная поковкой коробчатой балки из авиационного алюминия, влияет на охлаждение стали и влияние формы распределения остаточного напряжения, благодаря экспериментальным результатам показано, что остаточное напряжение ковки структура луча охлаждающего воздуха, должна быть сосредоточена в паутине и ри б развязка.
TAB внутреннее и внешнее давление, распределение температуры отпуска оказывает значительное влияние на остаточное напряжение, а температура охлаждения может эффективно снизить остаточное напряжение, для штамповок на поверхности причина дефекта и технические меры, основные причины трещин на поверхности поковки пластинчатых фланцев, чтобы убедиться, что температура пресс-формы выше требуемого значения, строго контролируйте качество круглых лепешек штамповки при получении и использовании деталей кузнечного оборудования. Получены требования к качеству спецификаций процесса горячей ковки.
Отправить запрос



X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности