
Частичный метод исследования качества кованых деталей
КовкаПроверка качества деталей делится на проверку качества внешнего вида и внутреннюю проверку качества. Вообще говоря, проверка качества внешнего вида относится к неразрушающему контролю, который обычно проводится невооруженным глазом или при малом увеличении. При необходимости также может быть использован неразрушающий контроль. Для проверки внутреннего качества, из-за требований к содержанию проверки, некоторые из них должны использовать разрушающие испытания, которые обычно называют анатомическими испытаниями, такими как испытание малой мощности, испытание на разрушение, испытание структуры большой мощности, анализ химического состава. и проверка механических свойств. Некоторые также могут использовать методы неразрушающего контроля. Для более правильной оценки качества поковок следует совмещать разрушающий и неразрушающий контроль. Для анализа качества поковок на глубинном уровне необходимо также использовать просвечивающую или растровую электронную микроскопию, электронный зонд и другие вспомогательные механизмы.
Методы проверки внутреннего качества кованых деталей можно в целом охарактеризовать как: метод проверки макроскопической структуры, метод проверки микроскопической структуры, метод проверки механических свойств, метод анализа химического состава и метод неразрушающего контроля.
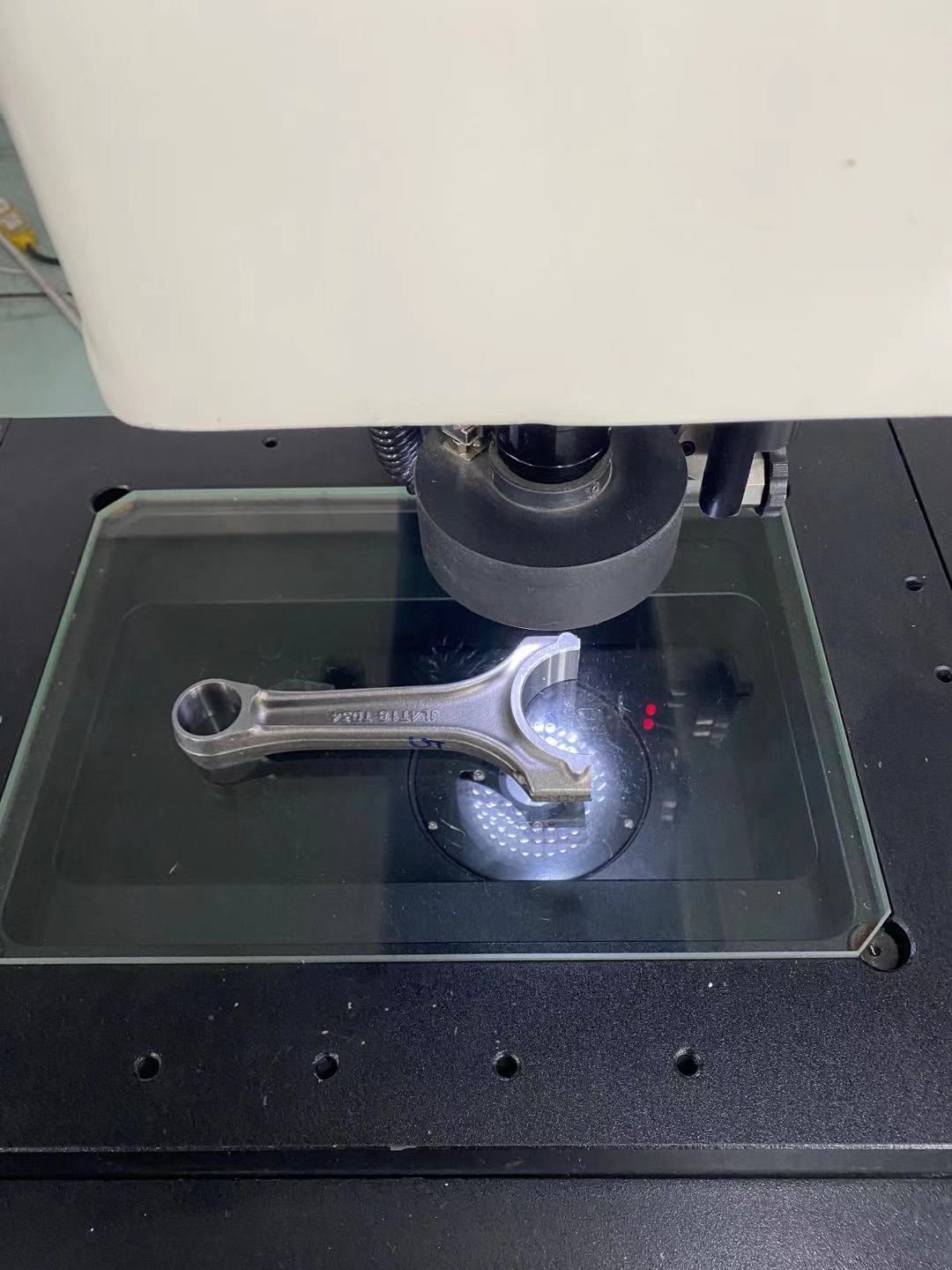
Макроскопическое исследование ткани заключается в наблюдении и анализе макроскопических характеристик ткани поковок путем визуального осмотра или использования увеличительного стекла с малым увеличением (обычно кратным 30) × (ниже). Для проверки макроскопической структуры поковок обычно используются методы низкой коррозии (включая метод горячей коррозии, метод холодной коррозии и метод электролитической коррозии), метод испытания на разрушение и метод отпечатка серы.
Маломощным коррозионным методом проверяют наличие трещин, складок, усадочных отверстий, ликвации пор, белых пятен, пор, неметаллических включений, ликвационной агломерации, линейного распределения, зернистости и распределения конструкционной стали, нержавеющей стали, жаропрочного сплава, алюминия. и алюминиевых сплавов, магния и магниевых сплавов, поковок из медных сплавов, титановых сплавов и других материалов. Однако для разных материалов травильные агенты и характеристики травления различаются при отображении макроскопических структур.
Метод испытания на разрушение применяют для проверки наличия белых пятен, расслоений, внутренних трещин и других дефектов в конструкционных и нержавеющих сталях (кроме аустенитных), графитового углерода в поковках из пружинной стали, а также перегрева и чрезмерного возгорания этих типов сталей. Для алюминия, магния, меди и других сплавов используется для проверки мелкости и однородности зерна, наличия оксидной пленки, оксидных включений и других дефектов.
Метод серной печати в основном используется в некоторых крупных поковках из конструкционной стали для проверки равномерности распределения серы и содержания серы.
В дополнение к образцам поковок из конструкционной и нержавеющей стали, используемых для испытаний на низкую мощность, не подвергают окончательной термической обработке, поковки из других материалов обычно подвергают испытаниям на низкую мощность после окончательной термической обработки.
Методы проверки внутреннего качества кованых деталей можно в целом охарактеризовать как: метод проверки макроскопической структуры, метод проверки микроскопической структуры, метод проверки механических свойств, метод анализа химического состава и метод неразрушающего контроля.
Макроскопическое исследование ткани заключается в наблюдении и анализе макроскопических характеристик ткани поковок путем визуального осмотра или использования увеличительного стекла с малым увеличением (обычно кратным 30) × (ниже). Для проверки макроскопической структуры поковок обычно используются методы низкой коррозии (включая метод горячей коррозии, метод холодной коррозии и метод электролитической коррозии), метод испытания на разрушение и метод отпечатка серы.
Маломощным коррозионным методом проверяют наличие трещин, складок, усадочных отверстий, ликвации пор, белых пятен, пор, неметаллических включений, ликвационной агломерации, линейного распределения, зернистости и распределения конструкционной стали, нержавеющей стали, жаропрочного сплава, алюминия. и алюминиевых сплавов, магния и магниевых сплавов, поковок из медных сплавов, титановых сплавов и других материалов. Однако для разных материалов травильные агенты и характеристики травления различаются при отображении макроскопических структур.
Метод испытания на разрушение применяют для проверки наличия белых пятен, расслоений, внутренних трещин и других дефектов в конструкционных и нержавеющих сталях (кроме аустенитных), графитового углерода в поковках из пружинной стали, а также перегрева и чрезмерного возгорания этих типов сталей. Для алюминия, магния, меди и других сплавов используется для проверки мелкости и однородности зерна, наличия оксидной пленки, оксидных включений и других дефектов.
Метод серной печати в основном используется в некоторых крупных поковках из конструкционной стали для проверки равномерности распределения серы и содержания серы.
В дополнение к образцам поковок из конструкционной и нержавеющей стали, используемых для испытаний на низкую мощность, не подвергают окончательной термической обработке, поковки из других материалов обычно подвергают испытаниям на низкую мощность после окончательной термической обработки.
Отправить запрос



X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности